雷卡仕精密制造
一站式 SMT/PCBA/OEM電子合約制造服務(wù)商

0755-83734236
0755-83734215
0755-29727486
0755-83734215
0755-29727486
一站式 SMT/PCBA/OEM電子合約制造服務(wù)商
一站式 SMT/PCBA/OEM電子合約制造服務(wù)商

全國服務(wù)熱線
0755-297274860755-837342150755-83734236
1.儲存溫度: 建議在冰箱內(nèi)儲存溫度為5℃-10℃,請勿低于0℃。
2.出庫原則:必須遵循先進先出的原則,切勿先進后出,導(dǎo)致錫膏過長時間存放在冷柜。
3.解凍要求:從冷柜取出錫膏后,室溫解凍4個小時以上,不能打開瓶蓋進行室溫解凍。
4.生產(chǎn)環(huán)境:建議車間溫度為25±2℃,相對濕度在45%-65%的環(huán)境下使用。
5.使用過的舊錫膏:啟封后的錫膏盡量在12小時內(nèi)使用完,如需保存,請保證容器清潔,密封完成后,放回冷柜保存。
6.印刷膏量:放在鋼網(wǎng)上的印刷錫膏量,以印刷時不超過刮刀高度的1/2為宜,做到勤觀察、勤加次數(shù)少加量。
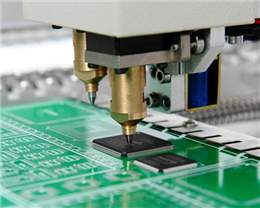
SMT貼片加工工藝印刷作業(yè)時需要注意事項:
1.刮刀:刮刀質(zhì)材較好采用鋼刮刀,有利于印刷在焊盤上的脫膜和錫膏成型。
刮刀角度: 人工印刷設(shè)置為45°-60°;機器印刷設(shè)置為60°。
印刷速度: 人工30-45mm/min;印刷機40mm-80mm/min。
印刷環(huán)境: 溫度在23±3℃,相對濕度45%-65%RH。
2.鋼網(wǎng):鋼網(wǎng)開孔根據(jù)產(chǎn)品的要求選擇鋼網(wǎng)的厚度和開孔的形狀、比例。
QFP\CHIP:0402的CHIP和中心間距小于0.5mm需用激光開孔。
檢測鋼網(wǎng):要每周進行一次鋼網(wǎng)的張力測試,張力值在35N/cm以上。
清潔鋼網(wǎng): 在連續(xù)印刷5到10片PCB板時,要用無塵擦網(wǎng)紙擦拭一次。盡量不使用碎布。
3.清潔劑:IPA溶劑:清潔鋼網(wǎng)應(yīng)采用酒精溶劑和IPA,不能使用含氯成分的溶劑,因為會破壞錫膏的成分,影響整個品質(zhì)。
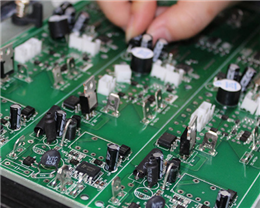
關(guān)于SMT貼片加工質(zhì)量隱患必需要注意的問題有以下幾點:
1、電容缺件(撞件)根本不會影響功能,只影響壽命及效果;
2、BGA 焊接質(zhì)量不能直觀看出 (氣泡、未融化、偏移等);
3、微短路造成電路故障;
4、ESD造成電子原件壽命受損或功能衰退;
5、IC/BGA受潮造成功能不良或潛在不良。
1、SMT貼片加工的時候一定要注意靜電放電的措施,它主要包括了貼片加工的設(shè)計以及重新建立起的標(biāo)準(zhǔn),而且在SMT貼片加工時為了靜電放電的敏感,從而進行對應(yīng)的處理以及保護措施是非常關(guān)鍵的。如果這些標(biāo)準(zhǔn)不清楚的話,可以查閱相關(guān)的文件來學(xué)習(xí)。
2、SMT貼片加工的時候還要完全符合焊接技術(shù)上面的評估標(biāo)準(zhǔn),在焊接的時候通常會運用到普通的焊接以及手工焊接等相關(guān)措施,而在進行SMT貼片加工的時候所需要采用的焊接技術(shù)以及標(biāo)準(zhǔn),則可以查閱焊接技術(shù)的評估手冊。當(dāng)然,有一些技術(shù)含量高的SMT貼片加工廠還對所需加工的產(chǎn)品進行3D構(gòu)建,這樣加工之后的效果才會達到標(biāo)準(zhǔn),而且它的外觀也會更加的美觀。
3、在SMT貼片加工焊接技術(shù)之后便是清洗措施,在清洗的時候也是需要嚴格的按照標(biāo)準(zhǔn)來的,不然對SMT貼片加工之后的安全性則得不到保障。所以在清洗的時候選擇清潔劑的類型以及性質(zhì)都有要求的,而且在清洗過程中還需要考慮到設(shè)備以及工藝的完整以及安全
一、SMT車間環(huán)境要求
1、廠房承重能力、振動、噪音要求
1)廠房地面的承載能力應(yīng)大于8KN/m2
2)振動應(yīng)控制在70dB以內(nèi),較大值不超過80dB
3)噪音應(yīng)控制在70dBA以內(nèi)。
2、電源
一般要求單相AC220(220±10%,0/60Hz),三相AC380(380±10%,50/60Hz),電源的功率要大于功耗的一倍以上。
3、氣源
根據(jù)設(shè)備的要求配置氣源的壓力,可以利用SMT貼片加工廠的氣源,也可以單獨配置無油壓縮空氣機,一般壓力大于7kg/cm2。要求清潔、干燥的凈化空氣,因此需要對壓縮空氣進行去油、去塵、去水處理。用不銹鋼或耐壓塑料管做空氣管道。
4、排風(fēng)
回流焊和波峰焊設(shè)備需配置排風(fēng)機。對于全熱風(fēng)爐,排風(fēng)管道的較低流量值為500立方英尺/分鐘(14.15m3/min)。
5、照明
廠房內(nèi)理想的照明度為800~1200LUX,至少不低于300LUX,低照明度時,在檢驗、返修、測量等工作區(qū)域安裝局部照明。
6、工作環(huán)境
廠房內(nèi)保持清潔衛(wèi)生、無塵土、無腐蝕性氣體。生產(chǎn)車間應(yīng)有清潔度控制,清潔度控制在:50萬級。
生產(chǎn)車間的環(huán)境溫度以23±3為較佳,一般為17~28,相對濕度為45%~70%RH。
根據(jù)車間大小設(shè)置合適的溫濕度計,進行定時監(jiān)控,并配有調(diào)節(jié)溫濕度的設(shè)施。
二、SMT防靜電要求
1、靜電作業(yè)區(qū)要求
1)SMT車間地板:可采用防靜電聚氯乙烯(PVC)地板,和環(huán)氧樹脂防塵自流坪防靜電地板兩種方式。
2)在SMT車間的門口處有專門的人員更換防靜電衣服的場所和衣柜;
3)操作人員:統(tǒng)一的防靜電衣、手套、鞋、帽,各個工位設(shè)有防靜電手環(huán);
4)SMT車間入口處必須配備人員靜電防護安全性測試道口,合格后人員方可進入,否則不能進入。
5)生產(chǎn)線:各個工位都有相應(yīng)的靜電接口,并接入到整個SMT車間的靜電系統(tǒng)中;各個工作臺使用防靜電墊;
6)定期測量記錄地面、桌面、周轉(zhuǎn)箱等表面電阻值
7)靜電安全區(qū)的工作臺上禁止防止非生產(chǎn)物品,如餐具、杯、提包、毛織衣、報紙、橡膠手套等。
8)操作時要戴防靜電腕帶,每天測量腕帶是否有效
9)測試靜電敏感元器件時應(yīng)從盒、管、盤中取一塊,測一塊,放一塊。
10)加電測試是必須遵循加電順序,即按照低電壓→高電壓→信號電壓順序進行,去電順序與此相反。同時注意電源極性不可顛倒,電源電壓不得超過額定值。
11)倉庫:原材料有防靜電料柜進行存放,并采取相應(yīng)的防靜電措施;
12)生產(chǎn)后的成品和半成品使用防靜電周轉(zhuǎn)箱進行存放
13)印刷工位的拆封后的PCB板采用防靜電周轉(zhuǎn)箱進行存放;
14)溫濕度計控制:SMT車間至少有2個溫濕度計(具體按車間規(guī)模布置),每兩個小時確認一次溫濕度情況并作記錄。溫度的控制范圍為20~26,濕度的控制范圍為45%~70%RH,禁止在低于30%RH的環(huán)境內(nèi)操作靜電敏感元器件。
2、防靜電區(qū)的質(zhì)量控制頻次要求
定期維護、檢查防靜電設(shè)施的有效性
三、濕敏元器件運輸、存儲、使用要求
1、運輸要求
1)運輸過程中不得掉落在地,不得任意脫離包裝
2)若須更換包裝時,必須使用具有防靜電性能的容器。
2、存放要求
1)在有干燥劑的真空包裝袋內(nèi)存儲;
2)在干燥箱內(nèi)(濕度<10%RH)存儲
對非干燥柜儲存的庫房要求
1)庫房必須有溫濕度控制,溫度:23±3,濕度:30%~40%RH
2)放置濕敏元器件的料架必須接地,控制摩擦電壓<100V
3)開包未用完的濕敏元器件必須存放在干燥柜或抽真空處理,并有跟蹤卡。干燥柜的溫度:23±3,濕度:<10%RH
3、使用要求
1)只能在發(fā)料上線前10分鐘拆開包裝,開包時必須檢查濕敏卡是否正常。圓點標(biāo)識藍色為正常,紅色為受潮。
2)在SMT貼片加工生產(chǎn)過程中出現(xiàn)生產(chǎn)中斷停產(chǎn)時間在5小時以上,濕度敏感元件必須回庫進行干燥存放;若元件拆封在常溫下12小時未使用完時,需進行干燥RH10%存放12H后方可再次使用(或進行120度2H\60度4H的烘烤)。
3)建立濕敏元件的跟蹤卡。
4)濕度敏感元件包裝拆開后的處理:
濕度敏感元件在生產(chǎn)使用中暴露時間的規(guī)定應(yīng)根據(jù)下頁表中不同濕度敏感等級對應(yīng)的拆封后存放條件和標(biāo)準(zhǔn)來執(zhí)行;如果來料警示標(biāo)貼上已有規(guī)定且要求比表中的規(guī)定更為嚴格,則依據(jù)警示標(biāo)貼上所規(guī)定的條件執(zhí)行。
對于濕度敏感等級為2a-5a的元件,若需拆開原包裝取用部分元件時,剩余元件必須立即采取干燥箱存放方式進行存放,并貼上防潮元件拆封時間跟蹤卡
5)對EPROM進行寫、擦及信息保護操作時,應(yīng)將寫入器/擦除器充分接地,并且要戴防靜電手鐲。
6)裝配、焊接、修板、調(diào)試等操作人員嚴格按照靜電防護要求進行操作。
7)測試、檢驗合格的印刷線路板在封裝前應(yīng)用離子噴槍噴射一次,以消除可能積聚的靜電荷。
SMT貼片加工中有哪些不良的焊接方式
一、胡亂選擇烙鐵頭,不考慮合適的尺寸。在貼片加工的過程中,烙鐵頭的尺寸選擇是很重要的,如果烙鐵頭的尺寸太小會延長烙鐵頭的滯留時間,使焊 料流動不充分而導(dǎo)致出現(xiàn)冷焊點。烙鐵頭的尺寸過大則會導(dǎo)致連接處加熱過快而損壞貼片。所以在選擇合適烙鐵頭尺寸要根據(jù)正確的長度與形狀,正確的熱容量與讓 接觸面較大化但略小于焊盤這三個標(biāo)準(zhǔn)進行選擇。
二、溫度設(shè)定不正確。溫度也是焊接過程中一個重要因素,如果溫度設(shè)定過高會導(dǎo)致焊盤翹起,焊料被過度加熱以及損壞電路貼片。因此設(shè)定正確的溫度對貼片加工的質(zhì)量保證尤為重要。
三、助焊劑使用不當(dāng)。據(jù)了解,很多工作人員在貼片加工的過程中習(xí)慣使用過多的助焊劑,其實這不但不能夠幫助你有一個好的焊點,而且還會引發(fā)下焊腳是否可靠的問題,容易產(chǎn)生腐蝕,電子轉(zhuǎn)移等問題。
四、焊接加熱橋的過程不恰當(dāng)。SMT貼片加工中的焊接熱橋是阻止焊料形成了橋接,如果這一過程操作不恰當(dāng),則會導(dǎo)致冷焊點或焊料流動不充分。所以正確 的焊接習(xí)慣應(yīng)該是將烙鐵頭放置于焊盤與引腳之間,錫線靠近烙鐵頭,待錫熔時將錫線移至對面,或者將錫線放置于焊盤與引腳之間,烙鐵放置于錫線之上,待錫熔 時將錫線移至對面;這樣才能產(chǎn)生良好的焊點,避免對貼片加工造成影響。
五、在SMT貼片加工時,對引腳焊接用力過大。很多SMT貼片加工廠的工作人員認為用力過大可以促進錫膏的熱傳導(dǎo),促進焊錫效果,因此習(xí)慣在焊接時用力往下壓。其實這是一個壞習(xí)慣,容易導(dǎo)致貼片的焊盤出現(xiàn)翹起、分層、凹陷,PCB白斑等問題。所以在焊接的過程用力過大是完全沒必要的,為了保證貼片加工的質(zhì) 量,只需要將烙鐵頭輕輕地接觸焊盤即可。
六、轉(zhuǎn)移焊接操作不當(dāng)。轉(zhuǎn)移焊接是指將焊料先加在烙鐵頭,然后再轉(zhuǎn)移到連接處。而不恰當(dāng)?shù)霓D(zhuǎn)移焊接會損壞烙鐵頭,造成潤濕不良。所以正常的轉(zhuǎn)移 焊接方式應(yīng)該是烙鐵頭放置于焊盤與引腳之間,錫線靠近烙鐵頭,待錫熔時將錫線移至對面。將錫線放置于焊盤與引腳之間。烙鐵放置于錫線之上,待錫熔時將錫線 移至對面。