雷卡仕精密制造
一站式 SMT/PCBA/OEM電子合約制造服務商

0755-83734236
0755-83734215
0755-29727486
0755-83734215
0755-29727486
一站式 SMT/PCBA/OEM電子合約制造服務商
一站式 SMT/PCBA/OEM電子合約制造服務商

全國服務熱線
0755-297274860755-837342150755-83734236
具有良好的表面潤濕性,即熔融焊料在被焊金屬表面上應鋪展,并形成完整、均勻、連續的焊料覆蓋層,其接觸角應不大于90
正確的焊錫量,焊料量足夠而不過多或過少
良好的焊接表面,焊點表面應完整、連續和圓滑,但不要求很光亮的外觀。
好的焊點位置元器件的焊端或引腳在焊盤上的位置偏差在規定范圍內。
2、不潤濕
焊點上的焊料與被焊金屬表面形成的接觸角大于90
3、開焊
焊接后焊盤與PCB表面分離。
4、吊橋( drawbridging )
元器件的一端離開焊盤面向上方袋子斜立或直立
5、橋接
兩個或兩個以上不應相連的焊點之間的焊料相連,或焊點的焊科與相鄰的導線相連。
6、虛焊
焊接后,焊端或引腳與焊盤之間有時出現電隔離現象
7、拉尖
焊點中出現焊料有突出向外的毛刺,但沒有與其它導體或焊點相接觸
8、焊料球(solder ball)
焊接時粘附在印制板、陰焊膜或導體上的焊料小圓球。
9、孔洞
焊接處出現孔徑不一的空洞
10、位置偏移(skewing )
焊點在平面內橫向、縱向或旋轉方向偏離預定位置時。
11、目視檢驗法(visual inspection)
借助照明的2~5倍的放大鏡,用肉眼觀察檢驗PCBA焊點質量
12、焊后檢驗(inspection after aoldering)
PCB完成焊接后的質量檢驗。
13、返修(reworking)
為消除表面組裝組件的局部缺陷的修工藝過程。
14、貼片檢驗 ( placement inspection )
表面貼裝元器件貼裝時或完成后,對于有否漏貼、錯位、貼錯、損壞等到情況進行的質量檢驗。
在SMT的檢驗中常采用目測檢查與光學設備檢查兩種方法,有只采用目測法,亦有采用兩種混合方法。它們都可對產品進行檢查,但若采用目測的方法時人總會疲憊,這樣就無法保證員工是否進行認真檢查。因此,我們要建立一個平衡的檢查(inspection)與監測(monitering)的策略即建立質量過程控制點。
為了保證SMT設備的正常進行,加強各工序的加工工件質量檢查,從而監控其運行狀態,在一些關鍵工序后設立質量控制點。這些控制點通常設立在如下位置:
1)PCB檢測
a.印制板有無變形;b.焊盤有無氧化;c、印制板表面有無劃傷;
檢查方法:依據檢測標準目測檢驗。
2)絲印檢測
a.印刷是否完全;b.有無橋接;c.厚度是否均勻;d.有無塌邊;e.印刷有無偏差;
檢查方法:依據檢測標準目測檢驗或借助放大鏡檢驗。
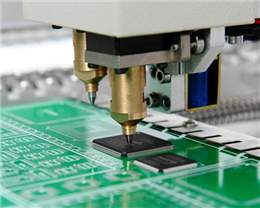
3)貼片檢測
a.元件的貼裝位置情況;b.有無掉片;c.有無錯件;
檢查方法:依據檢測標準目測檢驗或借助放大鏡檢驗。
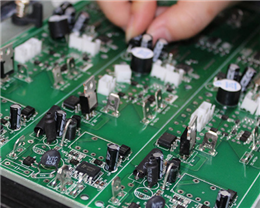
4)回流焊接檢測
a.元件的焊接情況,有無橋接、立碑、錯位、焊料球、虛焊等不良焊接現象.b.焊點的情況.
檢查方法:依據檢測標準目測檢驗或借助放大鏡檢驗.